Introduction
Process intensification contributes to developing of environmentally friendly technologies through lower consumption of energy and material. Efficient design of chemical reactors directly influences process energy and economic requirements in chemical industry. Packed bed reactors are conventionally used due to their ease of operation and scalability. However, significant thermal gradients are present inside the reactor [1]. As an alternative, micro-scale reactors are researched extensively due to their lower heat and mass transfer resistances. Nevertheless, their wide scale implementation is still restricted to specialty chemicals and other low volume production processes because of high pressure drop and difficulty in scale-up [2]. Wall-coated milli-scale reactor is an improvement over micro-scale reactors as they combine lower resistances with better flow capacities at negligible pressure drop. Literature on wall-coated milli-scale reactors is scarce.
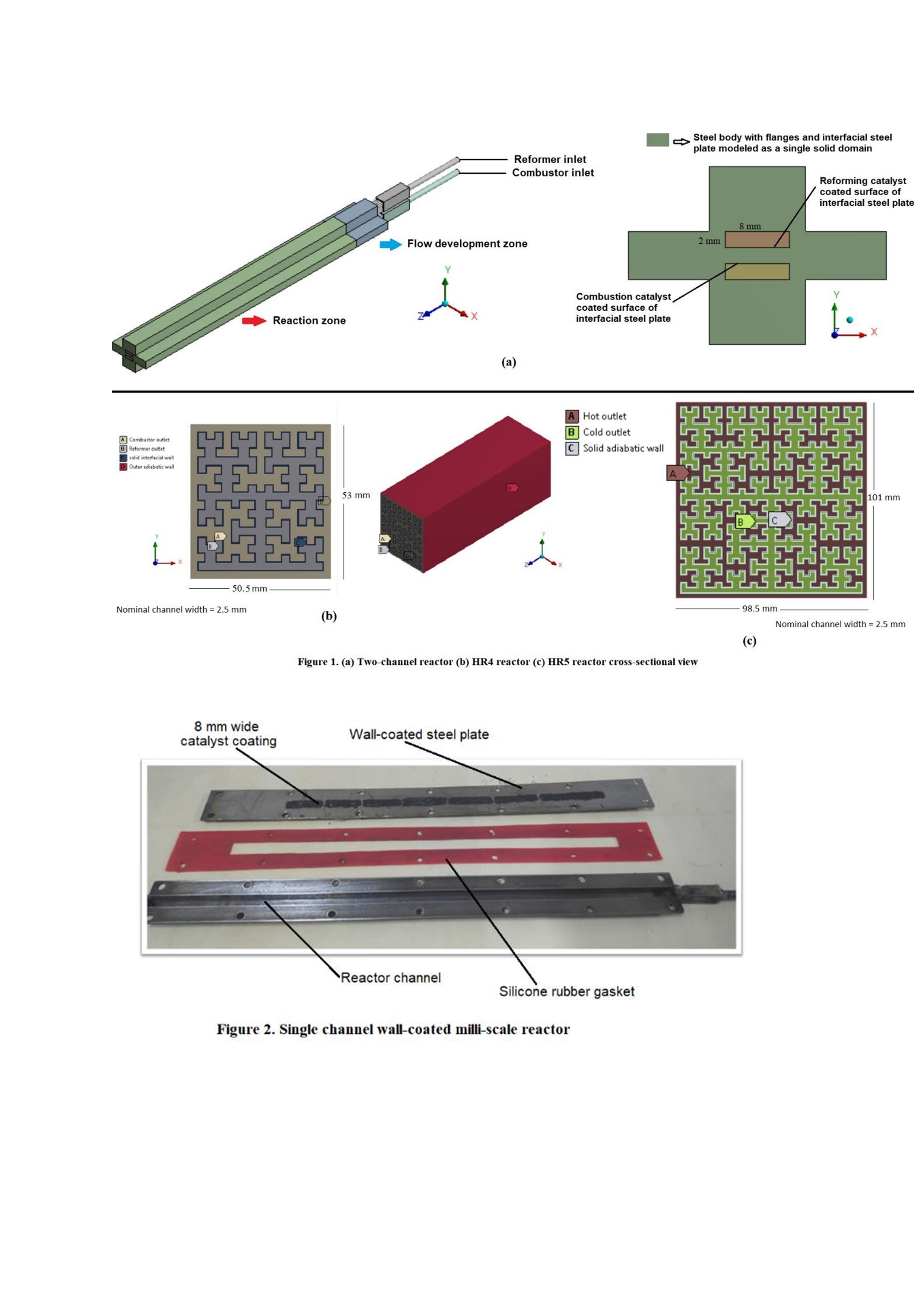
In this work we propose, through modeling and simulation, scale-up of milli-scale reactors through fractals-based reactor designs whose cross-sectional structure is derived from Hilbert’s space-filling curves of order four and five (abbreviated as HR4, HR5 respectively) [3]. A reference milli-channel reactor as shown in Figure 1(a) consists of combustor and reformer channels separated by a common interfacial wall. Heat is released on one side of the catalyst coated interfacial wall surface and absorbed on the other side of the metal wall by endothermic reforming reaction. This kind of arrangement results in an order of magnitude lower thermal resistance as compared to the conventional packed bed reactor [4]. As displayed in Figure 1(b) and 1(c), HR reactors have two contiguous flow volumes that are interdigitating among each other and separated by a common interfacial wall. They can be considered as an aggregate of several interconnected milli-scale channels. For example, the HR4 reactor with outer dimensions of about 5x5 cm and nominal width 2.5 mm has a flow capacity of more than 80 times of a single channel 2 mm wide milli-scale reactor. It is a compact integrated structure characterized by high interfacial surface area per unit volume that can be fabricated with accuracy and repeatability by additive manufacturing. Additionally, with every unit increase in the order say from HR4 to HR5, the flow capacity and interfacial surface area increase by 4 times while retaining the channel width.
Methods
The scale-up is demonstrated through the example reactions of hydrogen combustion and methanol steam reforming. Proof-of-concept experiments were conducted individually for the combustion and reforming reactions in a single channel milli-scale reactor.
The coupled two-channel milli-scale reactor model with 8x2 mm cross section channels and 150 mm reaction surface length was constructed in ANSYS DesignModeler. Nominal channel width of HR4 and HR5 reactors constructed similarly, was 2.5 mm. Conformal mesh was created and subsequent steady state simulations were performed in ANSYS FLUENT. Reformer inlet velocity was 1 m/s with 1.4 steam to methanol ratio at atmospheric pressure. Combustor inlet velocity was 0.6 m/s comprising 20.24 mol% hydrogen in air. Conjugate heat transfer was specified on the interfacial wall surfaces while convective heat transfer was defined at external wall boundary. Kinetic models were taken from literature [5,6]. Similar inlet and wall boundary conditions were specified for the HR4 and HR5 reactors.
Proof-of-concept experiments
A single channel steel reactor was fabricated as shown in Figure 2. Channel cross-section for combustor was 8x8 mm and that for the reformer was 8x4 mm. The open side of the channel was covered with catalyst coated steel plate such that the reactant mixture flows over the catalyst surface. Pt catalyst for hydrogen combustion and Cu catalyst for methanol reforming was procured from commercial manufacturers and coated on the steel plate with a high temperature resistant adhesive as binding medium. Experiments were conducted at different inlet velocities for combustor and at various wall temperatures for the reforming reaction.
Results
Wall temperature of 571 K was observed in coupled reactor. Hydrogen was fully converted in the combustor. 95.4% methanol conversion in the reformer was achieved corresponding to 30.6 LPH of hydrogen production. Only 62.9% of heat released from the combustor side was absorbed in the reforming reaction, whereas 6.84% of the heat was lost to environment through external walls. Rest of the heat was carried away by gaseous contents of the reactor.
HR4 reactor was simulated with the same inlet and wall boundary conditions except that the inlet velocities were modified to provide same mass flux ratio (mass flow rate/ reaction surface) in each of the combustor and reformer sections, as in the two-channel reactor. At 6.4% heat loss through external walls, hydrogen in combustor was completely converted while 89.7% methanol was converted in the reformer resulting in the interfacial wall temperature of 635.2 K. Hydrogen production in HR4 reformer was 2611.5 LPH which is more than 85 times that in single reformer channel of the coupled reactor. Despite 11% increase in wall temperature, methanol conversion decreased by nearly 6%. This is explained by high wall temperature in the HR4 reactor near the outer periphery, and low temperature near the center where greater methanol flow rate is present. A differential coating in the HR4 reactor on combustor side and optimization of inlet velocity distribution on the reformer side would narrow the temperature gap. Interestingly, when HR5 reactor was simulated with the inlet and boundary conditions similar to the HR4 reactor, 88.5% methanol conversion was achieved at closely matching wall temperature of 653.4 K. Hydrogen production inside the reformer increased to 10069 LPH. These results show excellent scaling-up possibility by increasing the order of Hilbert’s curve in the reactor design.
Proof-of-concept experimental results
Combustor inlet velocity of 0.28 m/s with 23.66 mol% hydrogen concentration resulted in reaction surface wall temperature of 260 ℃ providing more than 85% hydrogen conversion. Wall temperature increased with increase in inlet velocity due to more total number of moles reacting per unit time but leads to lower conversion for reduced residence time of reactant molecules in the reactor. Maximum wall temperature of nearly 280 ℃ was attained which is sufficient for converting more than 90% methanol in the reformer side of the coupled reactors.
Equimolar methanol-steam gaseous mixture at inlet velocity of 0.45 m/s was fed to reformer inlet. Maximum methanol conversion of 59% was achieved at the wall temperature of 258 ℃. These results are in good agreement with typical results for methanol steam reforming available in literature [5].
Conclusions
Hilbert’s curve-based reactor design provides a convenient way of scaling up milli-channel wall-coated reactors. Four times increase in hydrogen production capacity is achieved for HR5 reactor as compared to HR4 reactor with variation in reactant conversion and reactor wall temperature between the two cases confined to less than 1.5% and 3% respectively. Total scale-up of more than 300 times was achieved in HR5 as compared to the two-channel reactor. The fractals-inspired reactor is suitable for such reactions where heat needs to be supplied or removed effectively for superior reactor performance. Proof-of-concept experiments were conducted in a single channel hydrogen combustor and methanol reformer. The experimental results suggest practical viability of wall-coated milli-scale reactors for heterogeneous reactions.
Research Interests
Modeling and simulation of chemical processes, Process systems engineering, Computational fluid dynamics (CFD), Chemical reaction engineering, Energy efficient design of process equipment, Process intensification, Clean energy systems, Hydrogen energy, Machine learning and optimization in process industries.
Bibliography
[1] H.C. Yoon, J. Otero, P.A. Erickson, Reactor design limitations for the steam reforming of methanol, Appl. Catal. B Environ. 75 (2007) 264–271. https://doi.org/10.1016/j.apcatb.2007.04.017.
[2] Z. Dong, Z. Wen, F. Zhao, S. Kuhn, T. Noël, Scale-up of micro- and milli-reactors: An overview of strategies, design principles and applications, Chem. Eng. Sci. X. 10 (2021) 100097. https://doi.org/10.1016/j.cesx.2021.100097.
[3] H. Sagan, Space-Filling Curves, Springer-Verlag, New York, 1994.
[4] M.M.N. Khan, S. Jayanti, Minimizing Heat Transfer Resistance in an Integrated Methanol Steam Reformer Designed Using Space-Filling Curves, Ind. Eng. Chem. Res. 61 (2022) 5255–5271. https://doi.org/10.1021/acs.iecr.2c00376.
[5] H. Purnama, T. Ressler, R.E. Jentoft, H. Soerijanto, R. Schlögl, R. Schomäcker, CO formation/selectivity for steam reforming of methanol with a commercial CuO/ZnO/Al2O3 catalyst, Appl. Catal. A Gen. 259 (2004) 83–94. https://doi.org/10.1016/j.apcata.2003.09.013.
[6] V.N. Nguyen, R. Deja, R. Peters, L. Blum, D. Stolten, Study of the catalytic combustion of lean hydrogen-air mixtures in a monolith reactor, Int. J. Hydrogen Energy. 43 (2018) 17520–17530. https://doi.org/10.1016/j.ijhydene.2018.07.126.