2024 AIChE Annual Meeting
(373ad) Panoramic and Cyclical Operational Stability Indicators for New KPIs Contributing to the Sdgs
Author
When an abnormality (e.g., product off-spec quality) occurs in equipment operation, an engineering staff member from the production team is appointed to investigate the cause, not the person in charge of operation. The base of their technology is mainly chemical engineering. If the cause of the abnormality is a possible crisis malfunction, an engineer based on mechanical engineering will also be involved in the investigation. The person in charge of investigating the cause first collects operating data before and after the abnormality and checks it on the trend display. Then, the cause of the abnormality is estimated by comparing the data with design conditions and stable operating conditions, and theoretical support for the cause is provided using chemical engineering and mechanical engineering techniques. Then, response measures are developed, and the operators implement those measures. The operator may provide operating information to the person in charge as an observer, but will not be the person in charge of investigating the cause of the abnormality.
Our concept of operation engineering is one to ensure stable equipment operation and product and semi-finished product quality as planned. The objective is to operate equipment safely, stably, and effectively. So, first of all, it is necessary to identify where abnormal conditions are occurring in plant and/or equipment operation and to quantitatively evaluate the abnormalities. Control engineering and chemical engineering provide the necessary technologies for equipment operation, but it is difficult to quantitatively evaluate abnormalities in equipment operation with these technologies.
We are expected to contribute to the Sustainable Development Goals (SDGs) proposed by the United Nations. For process engineers, the Goal to which we can contribute most is Goal 7 (Build resilient infrastructure, promote inclusive and sustainable industrialization and foster innovation). Goal 7 (Build resilient infrastructure, promote inclusive and sustainable industrialization and foster innovation). In particular, Goal 7, Target 7.3 (By 2030, double the global rate of improvement in energy efficiency) is of great concern to process engineers. To improve energy efficiency, they need to change to energy-efficient equipment, reduce energy use for product production, and eliminate wasted energy use. Operations engineering is particularly important in eliminating wasted energy.
When operation is unstable, excessive energy input is required to try to control the instability. In addition, when off-spec product is produced by unstable operation, the energy used to produce the product is also wasted. In other words, stable operation eliminates this wasted energy. In order for us to contribute to the SDGs in terms of operation, it is first necessary to determine which parts of the equipment are unstable, but it is difficult to determine this from the trend screens of the DCS and PIMS (Plant Information Management System) currently used for operation management.
ISO 22400 (Automation System and Integration) defines Key Performance Indicators (KPIs) for Manufacturing Operations Management. However, the KPIs relate to productivity, capacity, environment, inventory, and maintenance, and there is no definition of KPIs for operational stability.
To overcome the above situation, we developed two types of indicators to quantitatively express the stability of equipment operation. In developing both indicators, we tried to keep them concise and easy to understand.
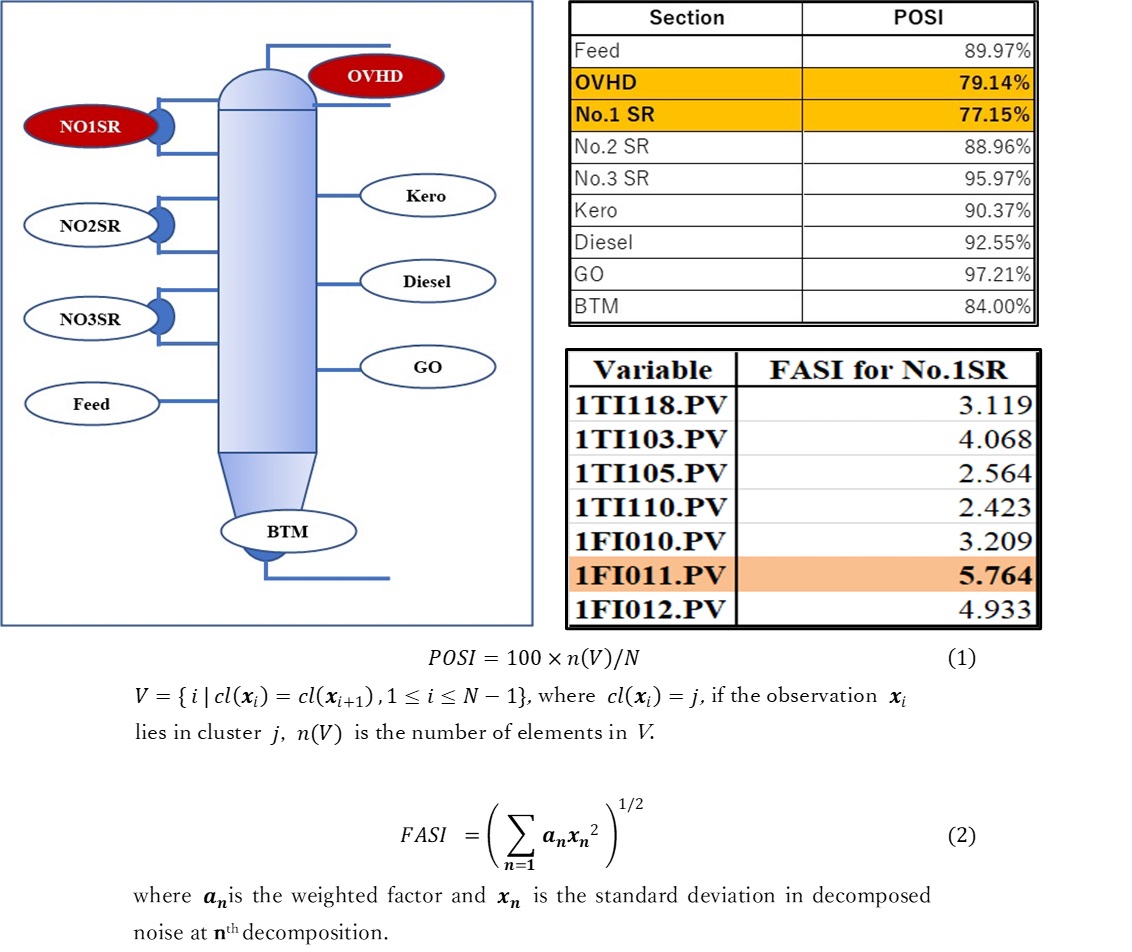
The first indicator is a panoramic operation stability indicator using the results of clustering analysis based on the operation data of a group of variables that make up the equipment or part of the equipment, and is called POSI (Process Operation Stability Indicator).
(Equation-1)
Abnormalities in equipment operation can be classified into two types: sudden abnormalities, where stable operation is suddenly replaced by unstable operation, and steady-state abnormalities, where abnormal conditions always occur. Former anomaly detection using clustering analysis has mostly been for detecting abrupt anomalies. However, what is important in equipment operation is the detection of abnormal operations that are always occurring. This regularly occurring abnormality is called unstable operation, and POSI is an index for quantitatively evaluating this unstable operation. By grouping the variables that make up the equipment into sections and performing a clustering analysis of them to evaluate POSI, it is possible to quantitatively evaluate which section of the equipment is unstable in its operation. From the POSI evaluation results, the operator or operating engineer can identify the sections that must be examined immediately and easily.
We proposed a second indicator, called FASI ((Frequency Analysis Stability Indicator), for periodic stability evaluation, which uses noise data obtained by wavelet transformation from the operating data of individual variables.
(Equation-2)
Unlike POSI, this is a stability evaluation index for each variable. Especially when there are fluctuations in noise in the high-frequency band, it is difficult to adjust the control system. POSI quantitatively evaluates such situations.
Next, three examples of stability evaluation by applying POSI and FASI to actual equipment operation data are described. The first example is an analysis on an atmospheric distillation column for oil refining: POSI results showed that the No. 1SR section was in unstable operation, and FASI results identified a thermometer that was causing periodic fluctuations and efficiently found a clogged heat exchanger. In the second example, the POSI and FASI analysis results of the hydrogen production unit identified sections of unstable operation and also identified variables within those sections that were causing periodic fluctuations and prioritized them to provide engineering. In the third example, we showed that by comparing POSI and FASI values over a period of time (in this example, approximately one year), it is possible to trend manage instability as a section and as a variable.
By applying these POSI and FASI evaluations, sections and variables that need to be improved in operation can be identified and the degree of stability can be quantitatively confirmed.
POSI and FASI analyses are very useful for conducting proactive engineering to quantitatively identify operational instability and take action before product abnormalities occur, rather than reactive engineering to investigate the cause after product quality abnormalities occur due to unstable operation.