In the chemical industrial production process, large amounts of organic hazardous wastes are inevitably produced, and their harmless disposal and resource utilization are of great significance. As a representative of liquid organic wastes, waste methanol has the characteristics of high toxicity, low calorific value, high latent heat of vaporization, moisture containing and other organic matters. Its direct incineration further aggravates CO
2 emissions, and its low calorific value feature is disadvantageous to incineration process. However, by converting it into syngas through partial oxidation, high value-added chemicals can be produced through industrial chain to recycle hydrocarbon resources. The gasification process includes multi-phase mixing and reactions in the gasifier, and their flow field distribution characteristics transformation rules of substances and product characteristics can be observed through CFD methods during the reaction processes. Since the properties of organic waste liquid are significantly different from traditional coal-water slurry, a numerical model based on Texaco entrained-bed gasifier for gasification conversion of organic hazardous waste, represented by waste methanol, to synthesis gas was established to investigate the conversion process and product properties for operation conditions optimization.
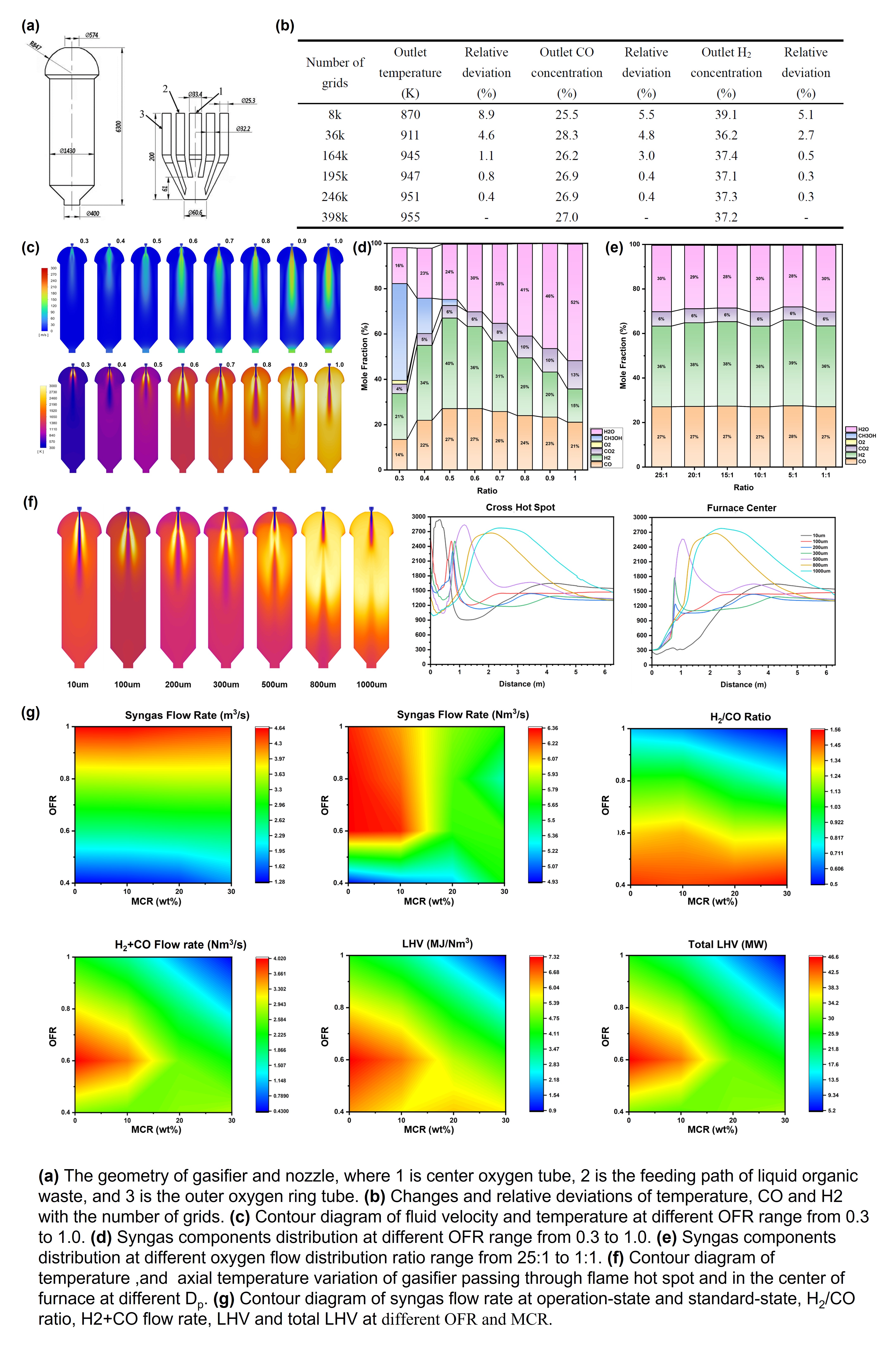
Based on the industrial used gasifier by an enterprise in Zhejiang Province, the effects of operation conditions on the gasification of typical materials were explored. ICEM software was used to divide the geometry of the gasifier into a hexahedral structured mesh. Basic govern equations were used to describe the reaction process, and the SST k-ω turbulence model was used to describe the turbulent characteristics of the fluid flow. The Redlich-Kwong equation was used to describe the gas compressibility and P-1 model was used to describe the radiation heat transfer due to the high temperature and pressure in the gasifier. The discrete phase model was used to describe the atomization of inlet materials at the nozzle, and a chemical kinetics mechanism based on GRI-Mech 3.0 with optimization was used for the combustion and pyrolysis reactions of methanol calculation.
Grid independence verification
The independence of the number of grids on the calculation results should be firstly determined. When the number of grids increased from 8k to 195k, the deviation of the prediction results compared to 398k decreased from a maximum of 8.9% to less than 0.8%, and further increasing the number of grids had little impact on the results. Therefore, 195k was considered as the number of independent grid number and the mesh was selected for further calculation.
Effect of oxygen-fuel ratio on gasification
The temperature of the gasifier body continued to increase as the oxygen-fuel ratio (OFR) increased. When OFR was increased from 0.3 to 0.6, injected methanol can be evaporated and converted to syngas, and the average gasifier temperature increased from 541 K to 1370 K with the highest H2 and CO concentration of 63%. However, when OFR further increased to 1.0, a deeper oxidative combustion occurred with an average temperature of 2435 K with H2 and CO concentration decreased to 36%. For multi-channel nozzles with central and external annulus, the oxygen flow ratio of the central and external annular channels were adjusted from 1:1 to 1:25. The results showed that the difference of the outlet syngas content was less than 3%, indicating that its proportion had little impact on the gasification results.
Effect of atomized particle size
The atomized droplets particle size of the inlet material follow Rosin-Rammler distribution, which can be described with the mean diameter of particle (Dp), and its change directly affects the heat transfer and mass transfer characteristics of the particles in volatilization. When Dp was larger than 1000 μm, the heat transfer rate was low, causing incomplete vaporization and localized deep oxidation with high exotherm. Complete gasification and conversion can be achieved when Dp was smaller than 500um. When Dp was less than 300 μm, the length of the flame zone was reduced by 75.7% to 0.53 m, and further reducing had no significant impact on the product results. When the particle size reached 10 μm, a flame zone of 2942 K was formed only 0.33 m away from the nozzle, while particle size of 100 μm was 0.74 m. the length of the effective mixing area increased to 4.02 m, which was 1.69 times that of 100 μm. The results indicated that excessive reduction in Dp was detrimental to the life of the nozzle and the stability of gasifier.
Effect of moisture content ratio
The impact of both moisture content ratio (MCR) and OFR was investigated on the gasification due to changes in calorific value of the inlet material. Regarding the outlet syngas characteristics, the gas flow rate ranged from a minimum of 4.93 Nm3/s at OFR=0.4 and MCR=0 wt% to a maximum of 6.36 Nm3/s at OFR=0.6 and MCR=10 wt%. The overall flow rate showed a trend of first increasing and then decreasing. But for the CO and H2 flow rate, the flow rate ranged from 0.43 Nm3/s at OFR=1.0 and MCR=30 wt%, to a maximum of 4.01 Nm3/s at OFR=0.6 and MCR=0 wt%. The volume averaged LHV distribution of syngas was similar to CO and H2 flow rate, which was 0.9 MJ/Nm3 at OFR=1.0 and MCR=30 wt% for the lowest and 7.32 MJ/Nm3 at OFR=0.6 and MCR=10 wt% for the highest. The total LHV also showd consistent characteristics, with a peak near the middle of the area, which was related to the effective gas component flow rate. However, when MCR of the material is between 0 wt% and 10 wt% while OFR is between 0.52 and 0.67, the efficiency of the gasification furnace can achieve an output of more than 90% of its maximum value in LHV and gas production.
Conclusions
This work established a numerical simulation method for the gasification conversion of low calorific value organic hazardous waste represented by methanol, and investigated the distribution of syngas production and reaction characteristics of operating conditions. The results show that good gasification conversion of waste liquid can be achieved when OFR was higher than 0.6 while the gas flow distribution in the nozzle had little impact on the reaction results. The atomized particle size of droplets had a significant impact on its gasification process, and the particle size should be controlled between 100-300um to ensure good conversion efficiency and reasonable flame position. When MCR ranged from 0 wt% to 10 wt% and OFR ranged from 0.52 to 0.67, syngas with better fuel properties and larger CO and H2 flow rates can be obtained. This work provided reasonable research ideas and operating conditions for the gasification conversion and disposal of similar low calorific value water-containing organic hazardous waste.